The food processing industry requires strict hygiene and safety control to ensure product quality and worker protection. Any contamination or workplace injury can directly impact production and compliance.
Therefore, PPE for food processing industry plays a critical role in maintaining cleanliness, preventing contamination, and ensuring compliance with food safety standards in Malaysia and international markets.
ESH managers and production supervisors must ensure proper PPE is used at all times in food handling environments.
Importance of PPE in Food Processing Industry
Food processing environments involve direct contact with raw materials, machinery, and chemical cleaning agents. Without proper protection, risks of contamination and injury increase significantly.
Proper PPE helps to:
- Maintain hygiene and prevent food contamination
- Protect workers from chemical and mechanical hazards
- Ensure compliance with HACCP, GMP, and food safety standards
- Reduce workplace injuries and cross-contamination risks
Using certified PPE ensures both product safety and worker protection.
Essential PPE for Food Processing Industry
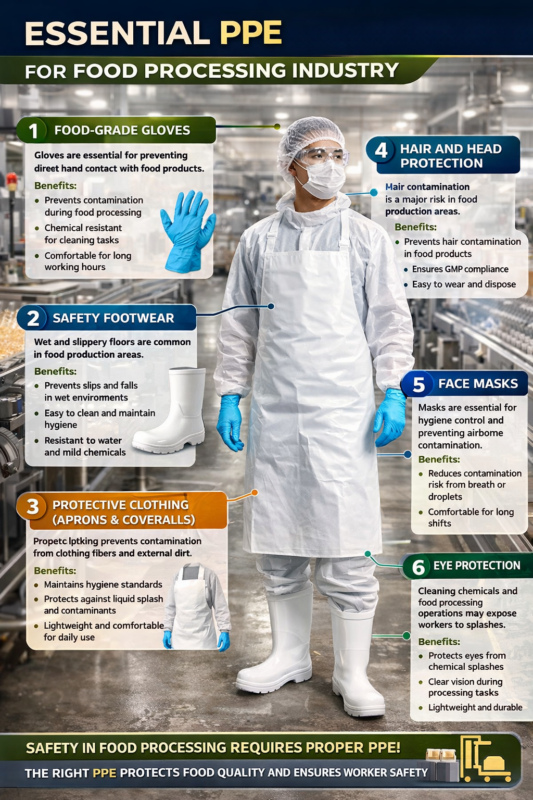
1. Food-Grade Gloves
Gloves are essential for preventing direct hand contact with food products.
Benefits:
- Prevents contamination during food processing
- Chemical resistant for cleaning tasks
- Comfortable for long working hours
2. Safety Footwear
Wet and slippery floors are common in food production areas.
Benefits:
- Prevents slips and falls in wet environments
- Easy to clean and maintain hygiene
- Resistant to water and mild chemicals
3. Protective Clothing (Aprons & Coveralls)
Proper clothing prevents contamination from clothing fibers and external dirt.
Benefits:
- Maintains hygiene standards
- Protects against liquid splash and contaminants
- Lightweight and comfortable for daily use
4. Hair and Head Protection
Hair contamination is a major risk in food production areas.
Benefits:
- Prevents hair contamination in food products
- Ensures GMP compliance
- Easy to wear and dispose
5. Face Masks
Masks are essential for hygiene control and preventing airborne contamination.
Benefits:
- Reduces contamination risk from breath or droplets
- Comfortable for long shifts
- Supports HACCP compliance
6. Eye Protection
Cleaning chemicals and food processing operations may expose workers to splashes.
Benefits:
- Protects eyes from chemical splashes
- Clear vision during processing tasks
- Lightweight and durable
Key Safety and Hygiene Standards
Food processing PPE must comply with strict standards, including:
- HACCP (Hazard Analysis and Critical Control Points)
- GMP (Good Manufacturing Practice)
- ISO 22000 Food Safety Management
- Local health and safety regulations
Proper PPE selection ensures compliance and reduces audit risks.
Common Risks in Food Processing Facilities
Understanding risks helps improve PPE planning:
- Chemical exposure during cleaning
- Cross-contamination of food products
- Slippery floors causing falls
- Cuts from processing equipment
- Airborne contamination risks
Proper PPE significantly reduces these hazards when used correctly.
Why Choose SAFETYWARE PPE for Food Processing Industry

SAFETYWARE offers reliable PPE solutions designed for hygiene-sensitive environments.
Key advantages include:
- Food-grade compliant PPE solutions
- Designed for hygiene-critical industries
- Durable and cost-effective protection
- Suitable for HACCP and GMP environments
- Trusted by safety officers and production managers
Conclusion
PPE for food processing industry is essential for maintaining hygiene, safety, and compliance. From gloves to protective clothing, every PPE item helps reduce contamination risks and workplace injuries.
Companies in Malaysia should prioritize proper PPE selection to ensure safe and efficient food production operations.
FAQs
1. What PPE is required in food processing industry?
Gloves, masks, hairnets, safety footwear, and protective clothing are commonly required.
2. Why is PPE important in food production?
It prevents contamination and ensures compliance with food safety standards.
3. What standards apply to food processing PPE?
HACCP, GMP, ISO 22000, and local safety regulations apply.
4. Can disposable PPE be used in food factories?
Yes, disposable PPE is commonly used to maintain hygiene and reduce contamination risks.
5. Who is responsible for PPE compliance in food factories?
ESH managers and production supervisors are responsible for ensuring PPE compliance.
Safetyware Group offers Various PPE that suitable for warehouse working. from head to toe!
Explore more industrial PPE solutions here:
Comprehensive Workplace Safety Equipment, PPE & Signage – Safetyware Group
wear wisely, work Safely – with Safetyware! ✨
If you need a quotation, feel free to contact us at:
📩 Email: [email protected]
📞 Tel: WhatsApp Us